
一、系统要求:
1. 系统结构
控制网络的设备容量>128台,通讯波特率>5MB,通讯距离>2KM,在出现故障时增加或删除一个节点,不会影响其它设备的运行和通讯。
2. 故障诊断
控制系统应具有自诊断功能,可以在运行中诊断出系统的部件是否出现故障,并且在监控软件中及时、准确地反映出故障状态、故障时间、故障地点及相关信息。在系统发生故障后,I/O的状态应返回到系统根据工艺要求预设置的状态上。
3. 通讯系统的性能
控制系统应是开放的控制系统。它除了具有良好的网络通讯能力外,通讯结构应采用国际标准的工业环形冗余结构。还应具有与其它控制系统通讯功能和标准的对外通讯接口,网络连接应无特殊要求。
4. 扩展性和兼容性
为了保证在工厂扩建或改造时满足工厂的控制要求,控制系统应具有较强扩展能力,并且系统的关键部件如主机、电源及通讯网络均可进行扩展。
5. 控制网络要求
安全可靠、迅捷高效的控制网络是成功的过程自动控制系统的先决条件,对于分布式自动化控制系统更是如此。本项目的通信系统采用以光纤为传输介质的冗余网络结构,它包括:
☆工业以太网,传输速率为10MB/S。
☆现场总线,传输速率为9.6KB/S至12MB/S (波特),可根据需要自由设定。
工业以太网作为整个控制系统的系统总线,用于连接中央控制室内的各种设备(包括工程师站和操作员站)和各个现场控制站。
二、系统设计
自控系统采用美国AB公司生产的CONTROLLOGIX系列PLC,PLC控制系统的组成如下:
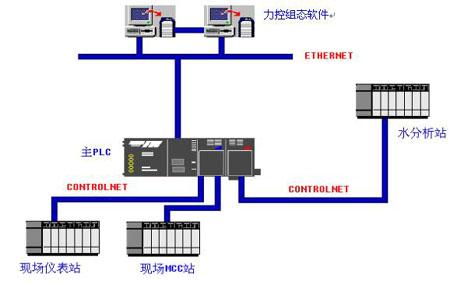
如上所示,自控系统的组成主要包括:
1. PLC现场控制站
现场控制站的PLC系统的主要功能是远程I/O模块和通讯的功能,它主要包括模拟输入模块、数字输入模块、数字输出模块、通讯模块。
2. 主PLC控制站
主PLC控制站的主要功能是通过预先编制好的控制程序,对现场控制站I/O模块所采集的数据进行分析、运算并相应的输出结果。主PLC控制站通讯功能,包括与PLC现场控制站之间的通讯、与中央控制站之间进行通讯。它的组成主要包括LIM1(PLC的CPU)、通讯模块和电源等。
3. 控制网络
自控系统包括如下网络:
3.1工业以太网
工业以太网是一种带有冲突检测的多点数据通讯方法(CSMA/CD),使用国际标准的TCP/IP协议,大庆东城污水处理厂自控系统采用工业以太网来完成中央控制站和现场控制站之间的数据传递,利用工业以太网,可以充分的利用系统资源,数据的传送可以畅通无阻,因为它采用国家标准的TCP/IP协议,所以它可以方便地进行连接和扩充,并且可以在国际互连网上,获得污水处理厂的数据信息。AB的CONTROLLOGIX系统通过ENET模块,来实现在以太网中的数据传递。
3.2 PLC控制网络(CONTROLNET)
控制网络是一种高速确定性的网络,用于对时间有苛刻要求的信息传输应用场合,它为对等通讯提高了实时的控制和报文传送服务。CONTROLLOGIX系统的控制网络对同一链路上的I/O、实时互锁、对等通讯等,均具有相同的带宽。对离散和连续的过程控制应用场合,均具有确定性和可重复性的功能。在控制网络内,可以实现输入数据的多信道广播、对等数据的多信道广播。通过CBNR通讯模块,可以轻松地完成CONTROLNET控制网络的通讯功能。
3.3中央控制室计算机
中央控制室计算机采用力控组态软件来完成实时控制和监测功能。
三、控制方案概述
仪表和动力设备均设有两种控制方式,即现场手动控制方式和集中控制方式,以集中控制方式为主。集中控制主要在值班控制室的PLC控制台上由值班操作员进行。集中控制方式又分为自动控制方式和手动控制方式。虽然在中央控制室也可对现场仪表和设备进行必要的直接操作控制,但中央控制室主要是执行管理和监督功能,和对重要设备的运行及停止给出允许指令。
3.1 调节池控制
进入污水处理厂的污水首先进入调节池,以对水量和水质进行调节。调节池内的4个潜水泵对应有4个电动碟阀。潜水泵和电动碟阀的控制分手动方式和自动方式。在自动方式下,当调节池水位高于75%时,4台潜水泵和其对应的电动蝶阀全都起动和打开。当调节池水位在50~75%时,只起动3台潜水泵并打开和其对应的3台电动蝶阀。当调节池水位在25~50%时,只起动2台潜水泵并打开和其对应的2台电动蝶阀。当调节池水位在低于25%时,只起动1台潜水泵并打开和其对应的1台电动蝶阀。当调节池水位低于低限设定值时潜水泵停泵,电动蝶阀全关。在手动方式下,操作员可根据情况对每台潜水泵和其对应的电动蝶阀单独操作。
调节池的搅拌机可根据潜水泵运行信号自动起动,也可由操作员手动起动。自动起动方式下,搅拌机可分组起动或全部起动。手动起动方式下,每台搅拌机均可单独操作。
流量计FI-101增加进水流量累计软功能块,对进水流量进行累计,数据存在中央监控计算机的数据库中,可随时调用和打印。
3.2 细格栅间与沉砂池的控制
细格栅间设回转式机械格栅2 台(1用1备)。细格栅间前后各装有启闭机和液位差计。去渣设备可根据液位差(如大于某设定值)或定时自动起动,也可由操作员手动起动。
沉砂池的行车式刮砂机和砂泵可根据设定的时间自动同步运行或由操作员手动控制运行。当刮砂机在池上往返运行一个来回后,刮砂机和砂泵自动停机。
流量计FI-102增加进水流量累计软功能块,对进水流量进行累计,数据存在中央监控计算机的数据库中,可随时调用和打印。
3.3 初沉池及配水井的控制
初沉池配水井有3个启闭机,2个启闭机分别控制2个初沉池的进水,第3个启闭机控制跨越初沉池的旁路。
初沉池装有液位计,以指示其液位变化。当液位超过设定的上限时,自动打开启闭机将水送入对应的A/O生化反应池。
刮泥机的运行状态由PLC进行监控。刮泥机可自动或手动运行。
3.4 厂区排水泵池的控制
厂区排水泵池的控制分手动控制方式和自动控制方式。
在自动控制方式下,当厂区排水泵池水位在50~75%时,起动一台排水泵。当厂区排水泵池水位在75%以上时,起动另一台排水泵。
当厂区排水泵池水位回落到75%以下时,停一台排水泵。当厂区排水泵池水位回落到50%以下时,停另一台排水泵。
在手动控制方式下,操作员可指定任一排水泵的起、停。
3.5 A/O生化反应池与鼓风机的控制
每座生化反应池分五个廊道,每个廊道都装有溶解氧指示仪表。在好氧段有送风管,送风管入口设有电动蝶阀。操作员可根据各廊道溶解氧指示仪的指示值决定该廊道电动蝶阀的开启。
在绝氧段设水下搅拌器3台。水下搅拌器设定为“自动”运行状态后将连续运行,除非故障或手动停机。
一期工程设3台鼓风机,2用1备,每个鼓风机出口设一电动蝶阀。
当溶解氧值还未达到要求时,自动起动第2台鼓风机以增加风量,直至满足要求。
3.6 二沉池的控制
监视二沉池的泥位、温度、溶解氧、出水量。
监视二沉池出口的PH值、COD值、BOD值、氨氮值、溶解氧值。
3.7 污泥池控制
污泥泵池设4台回流污泥泵,其工作程序同调节池的抽水泵工作程序相同。但回流污泥泵除受泥位高低控制外,还受进水量大小变化的控制,原则上污泥回流量与进水量为1:1。
每台泵在上述任一条件满足后起动;反之,当两个停机控制条件同时满足时方可停泵。
监视进入A/O生化反应池的污泥压力和MLSS值。
根据工艺要求和工厂稳定操作后,每天定时定量起动潜污泵,将剩余污泥排入污泥间。
3.8 污泥间控制
监视剩余污泥的流量和污泥累计量。
监视污泥液位和MLSS值。
当污泥液位高于上限值时,起动螺杆泵,将污泥送入污泥脱水间。
四、总结
采用AB的CONTROLLOGIX和力控的组态软件,采用上图的硬件结构,实现了系统的要求。



 京公网安备11010802042889号
京公网安备11010802042889号